ASTM A234
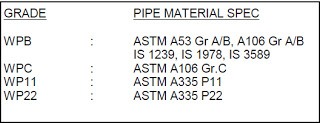
This specification covers wrought carbon steel & alloy steel fittings of seamless and welded construction. Unless seamless or welded construction is specified in order, either may be furnished at the option of the supplier. All welded construction fittings as per this standard are supplied with 100% radiography. Under ASTM A234, several grades are available depending upon chemical composition. Selection would depend upon pipe material connected to these fittings.
Some of the grades available under this specification and corresponding connected pipe material specification are listed below:
| Tensile Requirements |
WPB |
WPC, WP11CL2 |
WP11CL1 |
WP11CL3 |
| Tensile Strength, min, ksi[MPa] |
60-85 |
70-95 |
60-85 |
75-100 |
| (0.2% offset or 0.5% extension-under-load) |
[415-585] |
[485-655] |
[415-585] |
[520-690] |
| Yield Strength, min, ksi[MPa] |
32 |
40 |
30 |
45 |
| [240] |
[275] |
[205] |
[310] |
ASTM A403
This specification covers two general classes, WP & CR, of wrought austenitic stainless steel fittings of seamless and welded construction.
Class WP fittings are manufactured to the requirements of ASME B16.9 & ASME B16.28 and are subdivided into three subclasses as follows:
WP – SManufactured from seamless product by a seamless method of manufacture.
WP – W These fittings contain welds and all welds made by the fitting manufacturer including starting pipe weld if the pipe was welded with the addition of filler material are radiographed. However no radiography is done for the starting pipe weld if the pipe was welded without the addition of filler material.
WP-WX These fittings contain welds and all welds whether made by the fitting manufacturer or by the starting material manufacturer are radiographed.
Class CR fittings are manufactured to the requirements of MSS-SP-43 and do not require non-destructive examination.
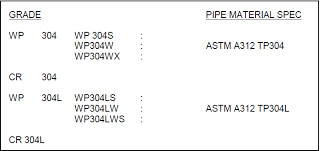
Under ASTM A403 several grades are available depending upon chemical composition. Selection would depend upon pipe material connected to these fittings. Some of the grades available under this specification and corresponding connected pipe material specification are listed below:
ASTM A420
This specification covers wrought carbon steel and alloy steel fittings of seamless & welded construction intended for use at low temperatures. It covers four grades WPL6, WPL9, WPL3 & WPL8 depending upon chemical composition. Fittings WPL6 are impact tested at temp – 50° C, WPL9 at -75° C, WPL3 at -100° C and WPL8 at -195° C temperature.
The allowable pressure ratings for fittings may be calculated as for straight seamless pipe in accordance with the rules established in the applicable section of ASME B31.3.
The pipe wall thickness and material type shall be that with which the fittings have been ordered to be used, their identity on the fittings is in lieu of pressure rating markings.
| Steel No. |
Type |
Chemical composition |
| C |
Si |
S |
P |
Mn |
Cr |
Ni |
Mo |
Other |
ób |
ós |
δ5 |
HB |
| WPL6 |
0.3 |
0.15-0.3 |
0.04 |
0.035 |
0.6-1.35 |
0.3 |
0.4 |
0.12 |
Cb:0.02;V:0.08 |
415-585 |
240 |
22 |
|
|
| WPL9 |
0.2 |
|
0.03 |
0.03 |
0.4-1.06 |
|
1.6-2.24 |
|
|
435-610 |
315 |
20 |
|
|
| WPL3 |
0.2 |
0.13-0.37 |
0.05 |
0.05 |
0.31-0.64 |
|
3.2-3.8 |
|
|
450-620 |
240 |
22 |
|
|
| WPL8 |
0.13 |
0.13-0.37 |
0.03 |
0.03 |
0.9 |
|
8.4-9.6 |
|
|
690-865 |
515 |
16 |
|
|
Painting & Coating
Light Oiling, Black Painting, Galvanizing, PE /3PE Anti-corrosion Coating
Packing & Loading
Packed in Wood Cabins/Wood Tray