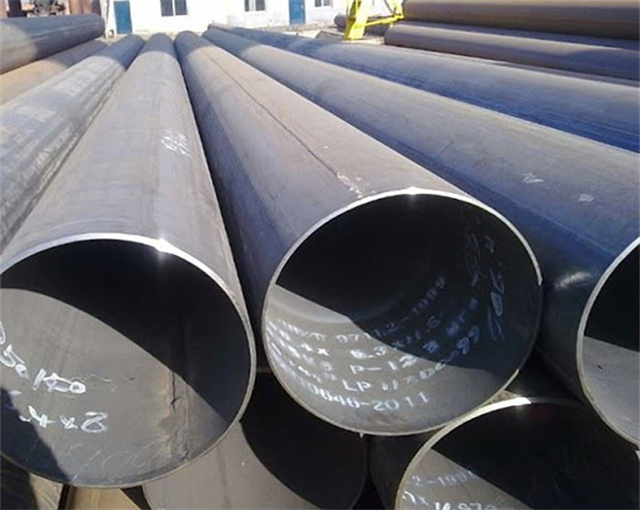
Product Introduction
Keywords(pipe type):Carbon Steel Welded Pipe,Carbon Steel Pipe,Erw welded steel pipe,Ssaw welded steel pipe ,Lsaw welded steel pipe
Size:Outer Diamter: 219.1mm - 4064mm (8" - 160"),Wall Thickness: 3.2 mm - 40mm, Length: 6mtr-18mt
Certificate:BV, SGS,Lloyds ect
Surface:Lightly oiled, Hot dip galvanized, Electro galvanized, Black, Bare, Varnish coating/Anti rust oil, Protective Coatings
Standard & Grade:API 5L, ASTM A252, DIN2458, EN10025
ends:Square Ends/Plain Ends (straight cut, saw cut, torch cut), Beveled/Threaded Ends
Delivery:Delivery Time: Within 30 days and Depends on your order quantity
Payment:TT, LC , OA , D/P
Packing:Bare of Bundled or pvc packing or for the client's requirement
usage:For conveying gas, water and oil either in the oil or natural gas industries
Butt-welded pipe is formed by feeding a hot steel plate through shapers that will roll it into a hollow circular shape. Forcibly squeezing the two ends of the plate together will produce a fused joint or seam. Figure 2.2 shows the steel plate as it begins the process of forming butt-welded pipe
Least common of the three methods is spiral-welded pipe. Spiral-welded pipe is formed by twisting strips of metal into a spiral shape, similar to a barber’s pole, then welding where the edges join one another to form a seam. This type of pipe is restricted to piping systems using low pressures due to its thin walls. Figure 2.3 shows spiral-welded pipe as it appears before welding.
Each of the three methods for producing pipe has its advantages and disadvantages. Butt-welded pipe, for example, is formed from rolled plate that has a more uniform wall thickness and can be inspected for defects prior to forming and welding. This manufacturing method is particularly useful when thin walls and long lengths are needed. Because of the welded seam, however, there is always the possibility of defects that escape the numerous quality control checks performed during the manufacturing process.
As a result, the American National Standards Institute (ANSI) developed strict guidelines for the manufacture of pipe. Pressure Piping Code B31 was written to govern the manufacture of pipe. In particular, code B31.1.0 assigns a strength factor of 85% for rolled pipe, 60% for spiral-welded pipe, and 100% efficiency for seamless pipe.
Generally, wider wall thicknesses are produced by the seamless method. However, for the many low-pressure uses of pipe, the continuous welded method is the most economical. Seamless pipe is produced in single and double random lengths. Single random lengths vary from 16′-0″ to 20′-0″. Pipes 2″ and below are found in double random lengths measuring from 35′-0″ to 40′-0″.






















.jpg)


